
Tecnologia de Processamento de Filme Composto Coextrudado
Fluxograma de processo de filme coextrudado como segue:
Sistema automático de pesagem e alimentação de matérias-primas: De acordo com a proporção da fórmula, as matérias-primas são pesadas e alimentadas automaticamente, de forma a melhorar a eficiência da produção.
Plastificação da extrusora: o grânulo é injetado na extrusora através da tremonha, e a resina derrete e apresenta um estado de fluxo rolante fundido. Sob a promoção do parafuso, o plástico fundido flui através da tela do filtro de forma rotativa e filtra os materiais não plastificados e as impurezas não fundidas, e muda a rotação do fundido para um fluxo reto.
Sopro de filme por cabeça de matriz de coextrusão multicamadas: o fundido de diferentes matérias-primas é introduzido uniformemente na cabeça de matriz e recombinado através de seus próprios canais de fluxo na mesma taxa e em ordem diferente, então a moldagem composta flui através da matriz ajustável lábio.
Resfriamento e modelagem: os filmes fluem da borda da matriz para o rolo de resfriamento ou dispositivo de resfriamento de palhetas ou dispositivo de resfriamento de água e, em seguida, saem através do sistema de tração a uma determinada velocidade. O processo de resfriamento tem grande influência no rendimento e na qualidade do produto na produção de filmes compósitos coextrudados. O resfriamento irregular afetará a espessura, a transparência e o brilho superficial do filme. Após o resfriamento e a formação, a espessura do filme coextrudado é medida pelo sistema automático de medição de espessura, e a informação é devolvida ao atuador para ajustar a velocidade da rosca e a velocidade de tração da extrusora, de modo a controlar a qualidade de o filme.
Rebobinamento: Após o rebobinamento, é embalado em armazém, que é o filme coextrudado multicamadas acabado.
Matérias-primas do filme coextrudado
As matérias-primas coextrudadas multicamadas são classificadas por função da seguinte forma:
1. Poliolefinas (PO): De acordo com as categorias principais, geralmente podem ser divididas empolietileno (PE)epolipropileno (PP)
Como a poliolefina é fácil de soldar por selagem térmica, a grande maioria dos filmes coextrudados multicamadas usa poliolefina como camada de selagem térmica. Geralmente, aplicações de temperatura relativamente baixa usam polietileno (PE) como camada de vedação térmica (como materiais de polioleno em filme coextrudado multicamadas geralmente desempenham o papel de congelamento, ebulição, etc.), e aplicações de temperatura relativamente alta usam polipropileno (PP) como camada de vedação térmica (como micro-ondas, retorta de alta temperatura, etc.)
• Devido à propriedade hidrofóbica da poliolefina, a poliolefina atua como uma barreira ao vapor de água em filmes coextrudados multicamadas.
• A poliolefina pode ser usada como camada de enchimento além da camada funcional, camada estrutural e camada de ligação em filme coextrudado multicamadas devido ao seu custo relativamente baixo.
As poliamidas, também conhecidas como náilon, possuem excelente tenacidade e resistência e geralmente são usadas como camada estrutural em filmes coextrudados multicamadas. Ao mesmo tempo, a própria poliamida tem uma capacidade de barreira moderada ao oxigênio e também pode ser usada diretamente como camada de barreira em algumas aplicações onde as condições de uso não são muito rigorosas. A poliamida é um material hidrofílico. Após a absorção de água (como banho-maria, esterilização a vapor), as propriedades do material sofrerão alterações evidentes, às quais deve-se prestar atenção na hora do uso para evitar perdas desnecessárias.
3.Etileno - copolímero de álcool vinílico (EVOH)
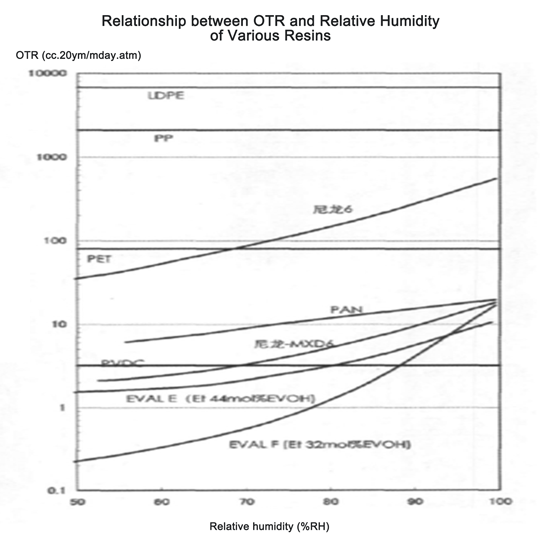
EVOH é um material de barreira ao oxigênio muito bom, que possui a melhor barreira ao oxigênio dos plásticos em condições normais de uso. EVOH é um copolímero e geralmente é dividido em 29mol% EVOH, 32mol% EVOH, 38ml% EVOH e 44mol% EVOH, de acordo com o teor de etileno no copolímero. Quanto menor o teor de etileno, mais forte será a capacidade de barreira ao oxigênio do EVOH e mais difícil será o seu processamento. A maior quantidade de EVOH utilizada em embalagens de carne é 38mol% EVOH.
Comparação OTR de vários materiais (umidade relativa é 0)
| Amostra | OTR | |
| cc · 20u/cm2·dia ·atm | cc·mil/100in2·dia·atm | |
| Soarnol D, DT (29 mol%) | 0,23 | 0,012 |
| Soarnol D,C(32mol%) | 0h30 | 0,015 |
| Soarnol E,ET(38mol%) | 0,53 | 0,027 |
| Soarnol A, AT (44 mol%) | 1,20 | 0,061 |
| PEBD | 7900 | 400 |
| PEAD | 3600 | 182 |
| Polipropileno (PP) | 3900 | 197 |
| PP orientado biaxialmente | 2300 | 116 |
| PS orientado biaxialmente | 3900 | 197 |
| Policarbonato (PC) | 4500 | 228 |
| PVC: Rígido | 130 | 6.6 |
| PVC: DOP = 30% | 2000 | 100 |
| PVDC extrudável de alta barreira | 3,0 | 0,15 |
| BICHO DE ESTIMAÇÃO | 69 | 3.5 |
Poliamida (Nylon6) | 76 | 3.8 |
| Nylon orientado biaxialmente | 23 | 1.2 |
| Poliacrilonitrila Modificada | 16 | 0,81 |
| PVA orientado biaxialmente | <0,10 | <0,005 |
O EVOH, semelhante ao PA, também é um material que absorve facilmente a umidade. A OTR do EVOH aumentará obviamente após a absorção de umidade. Se esse aumento for causado por fervura ou esterilização por retorta, geralmente se recuperará em alguns dias. Se for utilizado por muito tempo em ambiente de alta temperatura e alta umidade, a barreira do EVOH será reduzida. Geralmente, uma barra de 10 cc/m·dia·é usada como linha divisória entre barreira alta e barreira média. EVOH e PVdC são os materiais de alta barreira, enquanto o PA pertence aos materiais de média barreira.
4.Cloreto de polivinilideno (PVdC)
O PVdC também é um bom material de barreira ao oxigênio, embora sua capacidade de barreira ao oxigênio não seja tão boa quanto o EVOH em circunstâncias normais. No entanto, a barreira ao oxigênio do PVdC é relativamente estável e dificilmente muda com a umidade. O PVdC é geralmente usado como embalagem externa de produtos cárneos, como linguiça de presunto, e como camada de barreira de embalagens retráteis.
5.Resina de colagem (gravata)
Os materiais poliolefínicos são apolares (oleosos), enquanto materiais funcionais como PA ou EVOH são polares (à base de água), e a compatibilidade entre materiais polares e não polares geralmente não é boa (insolúvel em óleo-água), portanto, se estes materiais são diretamente coextrudados, haverá um problema muito sério de delaminação.
Portanto, durante a produção coextrudada multicamadas, é necessário adicionar uma camada de ligação entre as camadas. De acordo com a diferença entre a ligação de PE com PA ou EVOH e a ligação de PP com PA ou EVOH, o material da camada adesiva pode geralmente ser dividido em resina adesiva à base de PE e resina adesiva à base de PP. Independentemente do tipo de resina adesiva utilizada, algumas modificações do enxerto são feitas na resina transportadora para aumentar a estrutura do anidrido. Durante o processo de coextrusão multicamadas, essas peças modificadas por enxerto reagem com as camadas adjacentes para formar uma interface estável e firme.
6.Auxílio Processual
No processamento de coextrusão multicamadas, alguns auxiliares de processamento também são necessários para tornar todo o processo mais suave ou para servir a algum outro propósito funcional. Auxiliares de processamento podem ser adicionados durante o processamento conforme necessário, e também existem muitas marcas de resina de matéria-prima com consideráveis auxiliares de processamento. Os auxiliares de processamento mais utilizados são o lubrificante e o agente de abertura.
O lubrificante é geralmente usado para melhorar a resistência ao atrito do filme. De acordo com as diferentes formas de embalagem, existem diferentes requisitos para a resistência ao atrito entre o próprio material ou entre o material e o equipamento. Por exemplo, no equipamento online de embalagem de enchimento vertical de alta velocidade, o coeficiente de atrito do material geralmente deve ser menor, enquanto na aplicação de filme extensível, o coeficiente de atrito não precisa ser tão baixo. Os lubrificantes mais comumente usados no processamento de coextrusão são erucamida, oleato amida, estearamida e outras amidas.
O agente de abertura também é conhecido como agente antiaderente, que serve principalmente para evitar a colagem de filme/saco. o agente antiaderente mais comumente usado são as substâncias de sílica. Além disso, alguns aditivos funcionais, como antiembaçantes, agentes antiestáticos, agentes anti-UV, antioxidantes e alguns lotes mestres de cores, também serão usados conforme necessário.
Declaração: Este artigo foi escrito por LD PACK e todos os direitos reservados por LD PACK. O conteúdo é apenas para referência. Corrija quaisquer erros. Não deve ser reproduzido sem autorização, caso contrário a LD PACK reserva-se o direito de exercer a sua responsabilidade legal. Se você tiver alguma dúvida técnica, envie um e-mailvendas@ldpack.com para uma discussão.



